Cara Pasang Stopper Zipper Produksi Sendiri: 3 Metode Darurat agar Produk Tidak Tertahan di Lantai Jahit
Cara pasang stopper zipper produksi secara darurat adalah keterampilan yang setiap operator dan supervisor lantai jahit perlu kuasai — karena stopper yang lepas atau hilang di tengah batch bisa menghentikan seluruh lini produksi jika tidak ada yang tahu cara mengatasinya di tempat. Stopper lepas bukan kegagalan besar, tapi jika tidak bisa direpair dalam 10 menit, produk menumpuk, jadwal pengiriman bergeser, dan supervisor harus membuat keputusan yang tidak perlu: tahan batch atau kirim dengan risiko. Panduan ini memberikan tiga metode repair stopper zipper yang telah digunakan di lantai produksi garmen — berdasarkan alat yang tersedia dan jenis zipper yang ditangani.
Fungsi Stopper Zipper dan Kapan Situasi Ini Benar-Benar Darurat
Stopper zipper adalah komponen kecil yang sering diabaikan — sampai tidak ada. Dan baru terasa betapa kritisnya ketika slider lepas dari rel atau gigi zipper terurai karena tidak ada pembatasnya.
Fungsi Stopper Atas dan Bawah — Bukan Sekadar Aksesori
Setiap zipper memiliki dua stopper: stopper atas (top stop) dan stopper bawah (bottom stop). Keduanya punya fungsi yang berbeda dan sama pentingnya:
| Jenis Stopper | Posisi | Fungsi Utama | Efek Jika Lepas |
|---|---|---|---|
| Top Stop (Stopper Atas) | Ujung atas gigi zipper | Mencegah slider terlepas keluar dari ujung atas rel | Slider bisa dicabut keluar, gigi terurai dari atas |
| Bottom Stop (Stopper Bawah) | Ujung bawah gigi zipper (close end) | Mencegah slider melewati batas bawah gigi | Slider jatuh melewati gigi terbawah, zipper tidak bisa ditutup |
| Pin & Box (Open End) | Ujung bawah zipper open end | Sistem pembuka-tutup untuk jaket — pin masuk ke box | Zipper tidak bisa dipasang, jaket tidak bisa dipakai |
Untuk pemahaman lebih dalam tentang setiap komponen zipper termasuk stopper, fungsi, dan standar kualitasnya: Komponen Zipper: Tape, Teeth, Slider, dan Stopper — Fungsi, Material, dan Standar Kualitas. Dan untuk memahami cara slider berinteraksi dengan stopper saat zipper beroperasi: Anatomi Slider Zipper.
Penyebab Stopper Zipper Lepas di Lantai Produksi
- Jarum mesin mengenai stopper saat menjahit terlalu dekat ke ujung zipper — mendorong stopper keluar dari posisinya
- Stopper kualitas rendah dengan cengkeraman yang lemah — longgar setelah proses pressing atau steam berulang
- Zipper dipotong dari longchain tanpa pasang stopper baru — atau stopper dipasang dengan alat yang tidak tepat sehingga tidak mencengkeram sempurna
- Tarikan paksa oleh operator atau QC — menarik slider melewati batas atas dengan paksa saat inspeksi
| Kondisi | Keputusan |
|---|---|
| Hanya stopper yang lepas, gigi dan tape masih utuh | ✅ Repair di tempat — lanjutkan panduan ini |
| Stopper lepas + beberapa gigi ikut terurai | ⚠️ Repair stopper, lalu test 10x sebelum lanjut produksi |
| Gigi lebih dari 3 buah patah atau hilang | ❌ Ganti zipper baru — repair tidak akan tahan produksi massal |
| Tape retak atau robek di area stopper | ❌ Ganti zipper baru — tape rusak tidak bisa diperkuat |
| Pin atau box open-end yang patah | ❌ Ganti zipper baru — komponen ini tidak bisa disubstitusi |
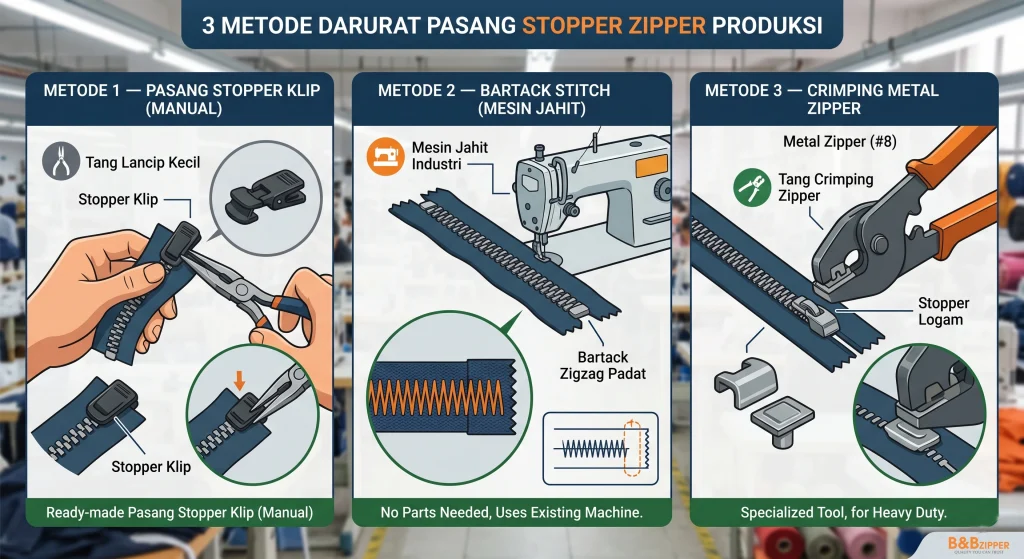
Metode 1 — Pasang Stopper Klip: Cara Pasang Stopper Zipper Tercepat Tanpa Mesin
Metode pertama cara pasang stopper zipper produksi menggunakan stopper klip pengganti adalah yang paling cepat dan paling bersih hasilnya — cocok untuk lini produksi yang menyimpan spare part komponen zipper di gudang tools.
Alat dan Bahan yang Dibutuhkan
- Stopper klip pengganti (top stop atau bottom stop sesuai kebutuhan)
- Tang lancip kecil (needle-nose pliers)
- Pastikan nomor stopper klip sesuai nomor zipper (#3, #5, #8)
Langkah Step-by-Step
Kapan Metode Ini Cocok dan Batasannya
- ✅ Ideal untuk coil zipper dan vislon/delrin zipper semua ukuran
- ✅ Bisa dikerjakan tanpa training khusus — operator bisa belajar dalam 5 menit
- ✅ Hasil rapi, tidak terlihat berbeda dari stopper original jika ukuran klip pas
- ⚠️ Untuk metal zipper — butuh stopper klip logam yang sesuai; stopper plastik tidak cukup kuat untuk menahan slider metal #8 ke atas
- ❌ Tidak cocok untuk open-end zipper yang pin atau box-nya rusak
Metode 2 — Bartack Stitch: Stopper Darurat dengan Mesin Jahit yang Sudah Ada
Jika stopper klip pengganti tidak tersedia, bartack stitch menggunakan mesin jahit industri adalah metode yang umum digunakan di lantai produksi garmen — memanfaatkan mesin yang sudah ada tanpa perlu spare part tambahan. Ini bukan teknik improvisasi; bartack memang digunakan sebagai stopper fungsional di banyak produk garmen sejak awal produksi, bukan hanya saat darurat.
Prinsip Kerja Bartack sebagai Stopper
Bartack adalah jahitan mesin yang bergerak maju-mundur secara padat melintang di atas tape zipper — menciptakan tumpukan benang yang cukup tebal untuk menghentikan laju slider. Slider akan berhenti saat menyentuh bartack, persis seperti berhenti di stopper logam. Teknik ini digunakan secara reguler di industri garmen untuk memperkuat titik-titik beban tinggi, termasuk sebagai pengganti atau pelengkap stopper zipper.
Setting Mesin untuk Bartack Stopper Zipper
| Parameter Mesin | Setting yang Direkomendasikan |
|---|---|
| Stitch length | 0.5 mm (atau setting terpendek tersedia) — setikan rapat = bartack lebih padat |
| Stitch width (jika zigzag) | 3–4 mm — cukup lebar untuk melewati kedua sisi tape |
| Jumlah lintasan | Minimal 6–8 kali maju-mundur di titik yang sama |
| Benang | Polyester #40 atau lebih tebal — benang tipis menghasilkan bartack yang kurang padat |
| Jenis setikan | Zigzag atau straight stitch bolak-balik — zigzag lebih kuat karena melewati lebih banyak area tape |
Langkah Step-by-Step
Untuk Produk Apa Metode Ini Cocok
- ✅ Semua produk dengan coil dan vislon zipper — pakaian, tas, produk rumah tangga
- ✅ Cocok sebagai top stop maupun bottom stop
- ✅ Hasil cukup kuat untuk melewati produksi, QC, dan penggunaan normal konsumen
- ✅ Bisa diaplikasikan langsung ke produk yang sudah setengah jadi — tidak perlu bongkar jahitan
- ⚠️ Untuk metal zipper #8 ke atas — bartack bisa digunakan tapi kombinasikan dengan stopper klip logam untuk hasil yang lebih aman di beban berat
- ❌ Tidak cocok jika area ujung tape sudah dijahit rapat ke kain — tidak ada ruang untuk presser foot masuk
Metode 3 — Crimping untuk Metal Zipper: Solusi Permanen di Lantai Produksi
Untuk metal zipper ukuran #5 ke atas, stopper klip plastik dan bartack sering tidak cukup kuat menahan tarikan slider yang lebih berat. Cara pasang stopper zipper produksi yang tepat untuk metal zipper menggunakan crimping — teknik menjepit stopper logam ke gigi dengan tekanan merata yang menciptakan ikatan permanen.
Alat yang Dibutuhkan
- Stopper logam pengganti sesuai ukuran (#5, #8, #10) — tersedia di supplier komponen zipper
- Tang crimping khusus zipper (ideal) — atau tang lancip biasa jika tidak tersedia
- Permukaan keras sebagai landasan kerja
Langkah Step-by-Step Crimping
Kapan Harus Ganti Zipper Baru — Batas Kemampuan Repair
- Gigi di area stopper sudah longgar dari tape → stopper baru tidak akan cengkeram kuat
- Tape sobek atau retak di sekitar area stopper → tarikan slider akan memperbesar kerusakan
- Stopper sudah direpair lebih dari satu kali di posisi yang sama → gigi terlalu banyak menerima tekanan
- Pin atau box pada open-end zipper patah → tidak ada substitusi selain ganti zipper baru
Untuk panduan lengkap mendiagnosa kerusakan zipper dan menentukan repair vs ganti: Zipper Macet atau Rusak — Penyebab dan Solusi Praktis dari Ahli Zipper Indonesia.
“Stopper yang lepas adalah masalah 5 menit jika tim tahu cara mengatasinya — dan masalah setengah hari jika tidak ada yang pernah mengajarkannya. Keterampilan darurat seperti ini adalah investasi pelatihan yang ROI-nya bisa dirasakan di hari pertama.”
Cara Pasang Stopper Zipper Produksi yang Benar Sejak Awal — Mencegah Lebih Baik dari Memperbaiki
Cara pasang stopper zipper produksi yang paling efisien adalah yang tidak perlu dilakukan secara darurat sama sekali. Sebagian besar kasus stopper lepas bisa dicegah dengan tiga kebiasaan berikut yang bisa langsung diterapkan di lini produksi.
Standar Pemasangan Stopper yang Benar
- Posisi crimping harus tegak lurus terhadap gigi — stopper yang dipasang miring akan longgar setelah beberapa kali tarikan. Gunakan marking sederhana untuk memastikan posisi konsisten di setiap unit
- Selalu lakukan pull-test setelah setiap pemasangan stopper — sebelum unit lanjut ke proses jahit berikutnya
- Jaga clearance jahitan dari stopper minimal 2–3 mm — jahitan yang terlalu dekat ke stopper memberi tekanan tambahan yang melemahkan cengkeraman
Stopper Kualitas Rendah vs Stopper dari Supplier Terpercaya
Stopper kualitas rendah sering menggunakan logam yang terlalu lunak — terdeformasi saat di-crimp sehingga tidak benar-benar mengunci gigi. Ciri stopper berkualitas: material logam terasa padat saat dipegang, lubang tengahnya presisi untuk ukuran gigi yang sesuai, dan setelah di-crimp tidak ada bagian yang bergerak jika digoyang dengan jari.
Di produksi skala besar, stopper yang lepas sering tidak dicatat sebagai “masalah stopper” — tapi masuk ke dalam angka rework dan reject QC tanpa penyebab yang jelas. Padahal jika data rework diaudit per komponen, kasus stopper lepas hampir selalu terkonsentrasi di satu supplier atau satu batch pembelian aksesoris yang kualitasnya tidak dikontrol. Audit komponen kecil seperti stopper sama pentingnya dengan audit zipper utamanya — dan jauh lebih murah dari akumulasi biaya rework yang tidak pernah diselesaikan di akarnya.
Stopper yang tepat dari awal jauh lebih hemat dari repair berulang di lantai produksi. Tim B&B Zipper siap membantu Anda memilih komponen yang tepat — dari zipper, slider, hingga stopper — sesuai jenis produk dan skala produksi Anda.
→ Konsultasi Gratis dengan Tim B&B | → Lihat Katalog Produk Lengkap
FAQ — Pertanyaan yang Sering Diajukan soal Stopper Zipper di Produksi
Penutup — Darurat Bukan Alasan untuk Tidak Punya Prosedur
Cara pasang stopper zipper produksi secara darurat bukan keterampilan yang hanya perlu diketahui satu orang — setiap operator dan supervisor lantai jahit sebaiknya familiar dengan setidaknya satu dari tiga metode di atas. Bukan karena stopper sering lepas, tapi karena saat itu terjadi, kecepatan respons menentukan apakah ini masalah 5 menit atau masalah setengah hari.
Yang lebih penting: jadikan insiden stopper lepas sebagai data, bukan sekadar gangguan. Catat lot number, jenis zipper, dan posisi stopper setiap kali terjadi. Jika pola mulai terlihat, itu sinyal untuk audit supplier atau proses pemasangan — bukan hanya solusi darurat yang diulang terus.
“Produksi yang efisien bukan berarti tidak ada masalah — tapi masalah yang sama tidak muncul dua kali karena tim sudah punya sistem untuk mencegah dan meresponsnya.”