Zipper Miring dan Berkerut Setelah Dijahit? Ini Cara Setting Mesin Jahit yang Benar agar Hasilnya Rapi di Lini Produksi
Cara setting mesin jahit zipper tidak miring adalah pertanyaan yang terus berulang di lini produksi konveksi dan jawabannya hampir selalu bukan soal zipper yang jelek, tapi soal lima variabel mesin yang belum diset dengan benar. Zipper yang miring setelah dijahit artinya satu batch produk berpotensi kena reject QC, operator harus membongkar jahitan satu per satu, dan jadwal pengiriman ke buyer terancam mundur. Panduan ini membahas cara mendiagnosa penyebab zipper miring dan berkerut secara spesifik, lalu menunjukkan setting yang tepat termasuk perbedaan untuk coil, metal, dan vislon yang sering diabaikan.
Dua Masalah Berbeda: Kenapa Zipper Miring dan Zipper Berkerut Bukan Hal yang Sama
Zipper miring dan zipper berkerut sering dianggap satu masalah yang sama, padahal penyebab dan cara mengatasinya berbeda. Menyamakan keduanya lalu mencoba fix dengan satu adjustment sering berakhir dengan masalah baru yang muncul di sisi lain.
Zipper Miring Masalah Alignment dan Feeding
Zipper miring terjadi ketika posisi resleting bergeser dari jalur yang seharusnya selama proses feeding kain melewati mesin. Hasilnya: jahitan di sisi kiri dan kanan zipper tidak simetris, atau zipper terlihat condong ke satu arah saat produk selesai dijahit. Penyebab utamanya ada di tiga area: posisi presser foot terhadap gigi zipper, cara operator memegang dan mengarahkan kain, serta kecepatan jahit yang tidak konsisten.
Zipper Berkerut Masalah Tension dan Tekanan
Zipper berkerut (puckering) terjadi ketika tape zipper atau kain di sekitar jahitan tampak mengerut, menggelembung, atau tidak rata setelah dijahit. Ini bukan masalah alignment — ini masalah keseimbangan antara tegangan benang atas dan bawah (tension), tekanan presser foot ke bahan, serta panjang setikan yang tidak sesuai dengan ketebalan material. Kain ringan seperti sifon atau kain tipis sangat rentan terhadap puckering jika tension tidak disesuaikan.
Diagnosa Cepat Sebelum Menyentuh Setting Mesin: Ambil satu unit hasil jahitan yang bermasalah. Pegang zipper-nya dan tarik tape-nya sedikit ke arah berlawanan dari kerutan.
- Kalau kerutan hilang saat ditarik → masalah tension atau presser foot pressure
- Kalau zipper tetap miring meski tape diluruskan → masalah feeding dan alignment
- Kalau ada kedua masalah sekaligus → mulai dari alignment dulu, baru tension
Memahami anatomi zipper mulai dari lebar tape, profil gigi, hingga ketebalan konstruksi membantu operator memahami mengapa masing-masing setting mesin berdampak berbeda. Referensi lengkapnya ada di: Komponen Zipper: Tape, Teeth, Slider, dan Stopper — Fungsi, Material, dan Standar Kualitas.
“Di lini produksi yang bergerak cepat, operator yang bisa mendiagnosa masalah jahitan dalam 60 detik tanpa harus memanggil kepala produksi adalah aset yang nilainya jauh lebih besar dari mesin jahit terbaru sekalipun.”
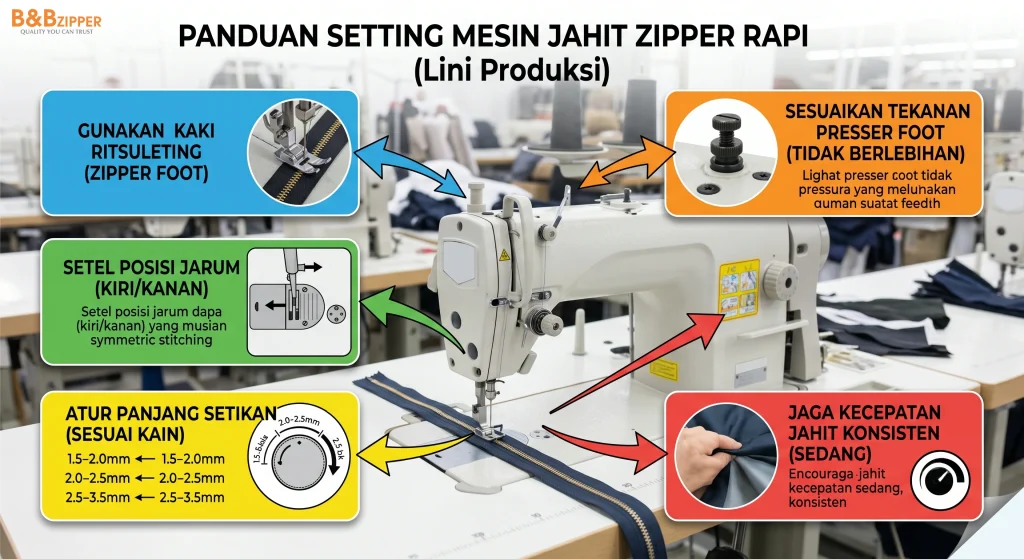
5 Penyebab Utama Setting Mesin Jahit Membuat Zipper Miring
Cara setting mesin jahit agar zipper tidak miring dimulai dari memahami lima variabel mesin yang paling sering jadi akar masalah. Setiap variabel ini saling berinteraksi — mengubah satu tanpa mempertimbangkan yang lain bisa memindahkan masalah, bukan menyelesaikannya. Masalah setting mesin jahit zipper tidak miring hampir selalu bisa dilacak ke lima variabel berikut…
1 Presser Foot: Jenis yang Salah adalah Penyebab Terbesar
Presser foot standar (general purpose foot) tidak dirancang untuk menjahit di samping rel gigi zipper. Saat digunakan untuk menjahit zipper, foot ini mendorong tape ke samping secara tidak merata karena titik tekannya tidak sejajar dengan sisi gigi. Solusinya adalah zipper foot (kaki resleting) presser foot dengan satu sisi yang terbuka sehingga jarum bisa menjahit tepat di samping gigi tanpa tape bergeser. Untuk zipper dengan gigi besar (metal #8 ke atas atau vislon #8), pertimbangkan adjustable zipper foot yang bisa digeser kiri-kanan untuk menyesuaikan posisi jarum secara presisi.
2 Needle Position Center, Left, atau Right?
Posisi jarum menentukan seberapa dekat jahitan dengan gigi zipper. Aturan praktisnya:
- Needle kiri: digunakan saat menjahit sisi kiri zipper menjaga jarak jahitan konsisten dari gigi
- Needle kanan: digunakan saat menjahit sisi kanan zipper simetris dengan sisi kiri
- Needle tengah: hindari saat menggunakan zipper foot jarum bisa mengenai gigi atau kaki foot dan patah
Jarak ideal antara jahitan dan gigi zipper adalah 2–3 mm untuk tampilan rapi dan fungsi slider yang tidak terganggu. Terlalu dekat ke gigi → slider sulit bergerak. Terlalu jauh → gap terlihat tidak rapi dan tape bisa terlipat saat zipper dibuka.
3 Stitch Length Disesuaikan dengan Ketebalan Tape
Panjang setikan (stitch length) yang terlalu panjang di material tipis menghasilkan jahitan yang longgar dan mudah bergeser — ini salah satu penyebab zipper miring yang sering luput dari perhatian. Panduan umum berdasarkan jenis material:
| Jenis Material Kain | Stitch Length Ideal | Catatan |
|---|---|---|
| Kain tipis (sifon, organza, tricot) | 1.5 – 2.0 mm | Setikan rapat mencegah puckering dan pergeseran tape |
| Kain sedang (katun, polyester, drill) | 2.0 – 2.5 mm | Standar untuk sebagian besar produk konveksi |
| Kain tebal (denim, kanvas, taslan) | 2.5 – 3.5 mm | Setikan terlalu rapat di kain tebal → benang putus atau kain tertarik |
| Kulit sintetis / genuine leather | 3.0 – 4.0 mm | Lubang jarum terlalu rapat tidak bisa menutup kembali di material ini |
4 Presser Foot Pressure Tekanan yang Terlalu Kuat Justru Merusak
Tekanan presser foot yang terlalu kuat menekan tape zipper dan kain secara tidak merata, memaksa material bergeser dari jalur feeding yang seharusnya. Ini terutama bermasalah pada kain licin (satin, polyester halus) yang mudah “lari” dari bawah foot. Aturannya: mulai dengan tekanan paling ringan yang masih menghasilkan feeding konsisten, bukan tekanan paling kuat agar “aman”. Ciri tekanan berlebih: kain terlihat berkerut di depan foot saat proses jahit berlangsung.
5 Kecepatan Jahit Kenapa Jahit Lambat Tidak Selalu Lebih Aman
Intuisi umum operator: kalau zipper miring, jahit lebih lambat. Ini tidak selalu benar. Kecepatan jahit yang terlalu lambat dan tidak konsisten justru menghasilkan tarikan yang tidak merata pada tape kain sempat bergeser sedikit di setiap “jeda” micro antara setikan. Kecepatan sedang yang konsisten lebih baik dari kecepatan lambat yang naik-turun. Gunakan kecepatan yang bisa dipertahankan operator selama satu batch produksi tanpa kelelahan, bukan kecepatan maksimal mesin.
Setting Berbeda untuk Zipper Berbeda Coil, Metal, dan Vislon Tidak Bisa Diperlakukan Sama
Salah satu kesalahan paling umum di lini produksi adalah menggunakan setting mesin yang sama untuk semua jenis resleting. Padahal coil zipper, metal zipper, dan vislon/delrin zipper memiliki karakteristik fisik yang sangat berbeda — lebar tape, ketebalan gigi, fleksibilitas konstruksi — yang semuanya mempengaruhi cara terbaik menjahitnya.
Coil / Nylon Zipper Ringan, Fleksibel, Sensitif terhadap Tension
Coil zipper memiliki tape yang tipis dan gigi spiral yang fleksibel. Ini artinya material sangat mudah terdistorsi oleh tension benang yang terlalu kuat atau presser foot pressure yang berlebih. Setting yang direkomendasikan:
- Presser foot: zipper foot standar, posisi sedekat mungkin dengan gigi coil
- Tension benang: lebih rendah dari setting standar mulai dari angka terendah lalu naikkan bertahap sampai setikan terbentuk sempurna
- Stitch length: 2.0–2.5 mm untuk kain sedang; 1.5–2.0 mm untuk kain tipis
- Kecepatan: sedang-konsisten; hindari akselerasi mendadak yang bisa membuat coil bergeser dari jalur
Untuk referensi spesifikasi coil zipper B&B yang sering dipakai di produksi massal: Coil Zipper B&B Fitur, Material, dan Kelebihan. Catatan khusus untuk jahit coil zipper di bahan velvet atau bahan berbulu teknik dan setting-nya berbeda karena bulu kain ikut tertarik ke dalam setikan. Panduan spesifiknya ada di: Cara Menjahit Zipper di Bahan Velvet.
Metal Zipper Tape Tebal, Gigi Keras, Butuh Clearance Lebih Besar
Metal zipper (brass atau aluminium) memiliki konstruksi yang jauh lebih kaku dan berat dibandingkan coil. Gigi logam yang terpasang di tape menciptakan ketebalan yang tidak rata di sepanjang zipper ada bagian yang lebih tinggi di gigi dan lebih rendah di antara gigi. Ini yang sering menyebabkan hasil jahitan tidak rata jika presser foot tidak memiliki clearance yang cukup. Setting yang direkomendasikan:
- Presser foot: adjustable zipper foot atau heavy-duty zipper foot dengan sol yang rata dan terbuka di satu sisi
- Jarum: ukuran lebih besar minimal jarum #14 (90) untuk metal zipper #5, jarum #16 (100) untuk #8 ke atas
- Stitch length: 2.5–3.0 mm setikan lebih panjang untuk menembus ketebalan tape logam
- Kecepatan: lebih lambat saat melewati stopper bawah dan atas gigi logam di ujung zipper bisa mematahkan jarum jika terbentur kecepatan tinggi
- Tension: lebih tinggi dari coil tape yang lebih kaku butuh tarikan benang yang lebih kuat untuk setikan yang rapat
Detail spesifikasi metal zipper yang mempengaruhi keputusan setting mesin: Metal Zipper B&B — Keunggulan Material dan Spesifikasi.
Vislon / Delrin Zipper Gigi Plastik Besar, Butuh Clearance Terbesar
Vislon atau delrin zipper memiliki gigi plastik yang lebih besar dan menonjol dibandingkan coil, dengan jarak antar gigi yang lebih lebar. Clearance antara gigi dan presser foot menjadi kritis jika terlalu sempit, foot bisa menyangkut di gigi dan menarik tape dari jalurnya. Setting yang direkomendasikan:
- Presser foot: adjustable zipper foot dengan bukaan besar, atau modifikasi zipper foot dengan mengikir sisi dalamnya sedikit untuk clearance gigi vislon
- Posisi jarum: lebih jauh dari gigi dibanding coil minimal 3–4 mm dari tepi gigi untuk menghindari foot menyangkut
- Stitch length: 2.5–3.5 mm sesuai ketebalan kain
- Kecepatan: sedang; hindari kecepatan tinggi terutama saat slider ada di area yang akan dijahit
Referensi spesifikasi delrin/vislon zipper: Delrin Zipper B&B Perbedaan Resin dan Plastik.
Checklist Setting Mesin Sebelum Jahit Massal 8 Poin Wajib Cek
Checklist ini dirancang untuk dijalankan di awal setiap batch produksi bukan hanya saat ada masalah. Menjalankan 8 poin ini dengan 3 sampel uji sebelum batch pertama bisa mencegah reject massal yang jauh lebih mahal dari waktu yang dibutuhkan untuk pre-production check.
Pre-Production Check 3 Sampel Sebelum Batch Pertama
Jangan langsung jahit 100 pcs pertama dengan setting yang belum diverifikasi. Ambil tiga lembar kain sisa (scrap) dengan jenis yang sama persis dengan produk yang akan diproduksi, dan jahitkan zipper sampel menggunakan setting yang direncanakan. Evaluasi hasilnya sebelum melanjutkan.
- Jenis presser foot sudah sesuai dengan tipe zipper yang akan dijahit?
- Posisi jarum sudah diset ke kiri atau kanan (bukan tengah) sesuai sisi yang akan dijahit?
- Stitch length sudah disesuaikan dengan ketebalan kain bukan setting default mesin?
- Tension benang atas dan bawah sudah dicek tarik hasil jahitan sampel, benang tidak mudah putus dan tidak mengkerut?
- Presser foot pressure sudah diset kain feeding dengan mulus tanpa terlihat tertahan atau lari ke samping?
- Jarak jahitan dari gigi zipper sudah 2–4 mm dan konsisten di sepanjang sampel?
- Slider bisa bergerak mulus setelah dijahit jahitan tidak terlalu dekat ke gigi hingga menghalangi slider?
- Hasil sampel sudah dicek oleh supervisor atau QC sebelum batch dimulai?
Yang Wajib Dicatat di Work Order untuk Konsistensi Antar Operator
Setting yang sudah diverifikasi tidak ada gunanya jika hilang saat operator ganti shift. Setiap work order untuk produk yang melibatkan zipper sebaiknya mencantumkan:
- Tipe presser foot yang digunakan (dengan foto jika perlu)
- Posisi jarum (kiri/kanan)
- Stitch length dalam mm
- Nomor tension atas dan bawah
- Catatan khusus jika ada (misalnya: kurangi kecepatan saat lewat stopper bawah)
Kapan Setting Perlu Di-reset Ulang
Setting mesin tidak bersifat permanen. Ada tiga kondisi yang mengharuskan pre-production check diulang dari awal:
- Ganti jenis zipper dari coil ke metal, atau dari #5 ke #8 dari material yang sama
- Ganti jenis kain ketebalan, tekstur, atau komposisi serat yang berbeda mempengaruhi tension dan feeding
- Ganti operator cara memegang kain dan kecepatan jahit tiap operator berbeda; setting yang nyaman untuk satu operator belum tentu optimal untuk operator lain
Untuk masalah spesifik zipper miring yang terjadi di celana di mana konstruksi ban pinggang menambah kompleksitas alignment ada panduan khusus di: Celana Melintir karena Zipper Twist — Penyebab dan Solusinya. Dan untuk referensi posisi jahit yang benar berdasarkan jenis produk alas kaki: Posisi Jahit Resleting Sepatu yang Benar.
Zipper yang Tepat Juga Memudahkan Setting Mesin
Setting mesin yang sempurna tetap punya batas kemampuan jika zipper yang digunakan tidak konsisten dimensinya. Lebar tape yang bervariasi antar lot, ketebalan gigi yang tidak seragam, atau tape yang sudah sedikit terdistorsi sejak penyimpanan — semua ini memaksa operator terus mengkompensasi dengan penyesuaian yang tidak seharusnya perlu dilakukan. Konsistensi dimensi zipper antar lot adalah salah satu faktor yang membedakan supplier zipper untuk produksi massal dari supplier yang hanya cocok untuk kebutuhan eceran. Dimensi tape yang konsisten berarti satu kali setting mesin bisa digunakan sepanjang batch tanpa penyesuaian di tengah jalan dan itu langsung berdampak pada kecepatan produksi dan berkurangnya reject. Jika Anda ingin memastikan zipper yang digunakan tim produksi memiliki konsistensi dimensi yang mendukung setting mesin yang stabil, tim B&B siap membantu dari konsultasi spesifikasi hingga request sampel untuk uji coba di mesin Anda.
FAQ — Pertanyaan yang Sering Diajukan soal Setting Mesin Jahit Zipper
Penutup Masalah Zipper Miring adalah Masalah Sistem, Bukan Masalah Orang
Zipper yang miring di lini produksi hampir selalu bisa dilacak ke satu dari lima variabel setting mesin yang dibahas di atas bukan ke “operator yang tidak teliti” atau “zipper yang jelek”. Menyalahkan orang atau material tanpa diagnosa yang sistematis hanya mengaburkan akar masalah yang sebenarnya. Dengan checklist pre-production yang konsisten, work order yang mencantumkan setting spesifik, dan pemahaman bahwa coil, metal, dan vislon butuh pendekatan berbeda masalah reject karena jahitan zipper bisa ditekan secara signifikan tanpa perlu investasi mesin baru atau penambahan personel QC.
“Lini produksi yang rapi bukan dibangun dari operator yang sempurna tapi dari sistem setting yang cukup baik sehingga operator manapun bisa menghasilkan jahitan zipper yang konsisten dari pcs pertama hingga pcs terakhir.”